The documentation is not up to date with the latest model revision, while most parts apply some don't exactly match the currrent models. I will be working on updating it asap but due to finals this might not happen until winter break (aka early January). Thank you for your understanding.
This file is written using the Markdown markup language. If you want to contribute to the documentation and have an easier way to edit Markdown you can use editors like stackedit.io
The aim of this project is to popularize multi-material 3d printing by making a more reliable, cheaper, and hopefully better multi-material upgrade based on the MMU2 from Prusa. There is still a lot of work to do but this second iteration can be considered as "viable", be ready to put in some work before getting realiable results though!
information relevant to one specific setup will be preceded by [setup type] and ended by [/setup type] ex: [Bowden style version] information specific to a bowden style setup [/Bowden style version] information relevant for both setups [Direct drive version]information specific to direct drive setups[/Direct drive version]
Bowden style version requirements:4 stepper motor controls and drivers(X,Y,Z,E), 1 GPIO pin(servo control) and access to 12V (servo power)
It is the simplest setup, the MSU acts as the extruder and the filament changing process is simple, unload the filament until it clears the merger and then reload the new one by changing the idler position to put pressure on the filament that needs to be used. This will be compatible with almost every printer and motherboard when using the servo-version.
Direct drive version
requirements: 5 stepper motor controls and drivers(X,Y,Z,E,MSU_E), 1 GPIO pin(servo control) and access to 12V (servo power),
This setup is a bit more complicated, it is recommended that you get your setup working in a bowden configuration before attempting this.
Direct drive version linked extruders
requirements: servo idler: 4 stepper motor controls and drivers(X,Y,Z,(E and E_MSU combined)), 1 GPIO pin (servo control) and access to 12V (servo power)
This is the same version as the direct drive one with the only difference being that the extruder on both the MSU and the actual extruder will be connected to the same driver meaning that a lot more logic needs to be implemented in order to never have both of them running at the same time, since they have different steps per mm meaning that if we run them at the same time one will be fighting against the other. This setup should be chosen if your board doesn't allow you to run the previous setup, and it is highly recommended that you get your setup working in a bowden configuration before starting this.
This guide is currently meant for more advanced user, comfortable with Marlin configuration and with a bit of programming experience. The models may still need work and are not final. You will need to do a lot of tuning before you get everything going, parts modification may be required, and you will almost certainly need to do some troubleshooting. If you are still reading this and want to build this for yourself, I highly recommend you join the discord server (you will find it in the readme file). There is a help channel in there specifically to answer any questions or issues you have while building the MSU.
There are also a few things to know before deciding to build this upgrade. I don’t take any responsibility regarding your actions, this is still a prototype and requires heavy modifications of your printer, which could result in permanent damage, which is a risk that you should be willing to take when attempting this build.
There will also be improvements that may require extra parts in the future, you should be easily able to transition from this version to the newer ones, but this will add extra costs.
Lastly, this is not perfect, and your printer may not work as well as before so you should make sure that you can afford having your printer out of commission and keep a copy of the firmware for single filament on hand (you will work on it later in this guide) so that you can transition back to the original state to print improved parts or to fix models that may not be working correctly.
The price total will not match the list exactly since some of those components come in packs of 700 (like screws) when we only need a few and you probably already have them, they will therefore not be part of the total.
The following links were affiliate links, amazon closed the affiliate account since I probably don't have enough subscribers for it. I will hopefully be able to get those back soon enough.
| Part name | Picture | Links | Pcs in pack | Pcs needed | Price $ |
|---|---|---|---|---|---|
| 608 ball bearings |  |
https://amzn.to/3ePrE0i https://aliexpi.com/Ep3X |
10 | 6 | 5.17$ |
| Heated inserts M3 |  |
https://amzn.to/3ogq3nt | 100 | ~10 | 10$ |
| M3 and M2 bolts and nuts |  |
https://amzn.to/3bu7WVL | 700 | ~20 | 20$ |
| PTFE tubing PC4-M10 PC4-M6 |
 |
https://amzn.to/2RWcyNH these type of kits include everything you will need(and much more with the new merger) and are the best value |
5m 10 pcs 10 pcs |
0.5m 1 pcs 1pcs |
10$ |
| 5mm to 5mm coupler |  |
https://amzn.to/3ou1XG1 https://amzn.to/3ybPWcp In a last resort situation you can opt of the flexible 5 to 5 couplers that are more commonly available, but definitely replace it with a solid coupler ASAP |
2 | 1 | 7$ |
| Metal rod 5mmx124mm (a little longer won’t cause any problems and you will have a hard time finding a rod exactly to size) |  |
https://amzn.to/3btXOMH https://amzn.to/3tSTv3Y Following links are for a D shaft, basically a rod with one side machined in order to be able to easiely secure and mount the gears. (making a D shape, hence the name) Similar results can be optained by using a dremel to flatten the rod at each set screw position https://aliexpi.com/Zrzg |
5 |
2 | 8.5$ |
| MK8 gears with filament groove |  |
https://amzn.to/3uQZVlo | 5 | 5 | 8$ |
| Nema 17 stepper motor |  |
https://amzn.to/3wy6Gcv needed for direct drive or if original extruder doesn't use a regular sized NEMA 17 stepper motor |
1 | 1 | 14$ |
| Servo |  |
https://amzn.to/3bQh1sd https://www.amazon.com/Seamuing-Aluminum-Futaba-Mechanical-Helicopter/dp/B07D56FVK5/ref=sr_1_31?dchild=1&keywords=servo+12T+coupler&qid=1633522760&sr=8-31 You might also need a coupler if it's not included. Make sure your servo has 270 degrees of range or more (anything above 200 should work but current setup is being developed and tested with a servo that has 270 deg of range), and make sure that is is not a continuous servo (be careful when looking at 360 degree servos because these tend to be continous) |
1 | 1 | 17$ |
| Idler springs |  |
https://shop.prusa3d.com/en/spare-parts/599-idler-spring.html https://www.voxelfactory.com/collections/original-prusa-i3-mk2-mk2s-parts/products/replacement-tension-spring-for-prusa-i3-mk2s-or-mk3 (next links are not originial prusa springs but match the specs closly and will work perfectly fine) https://amzn.to/3hKlO2d https://aliexpi.com/HHM1 You will want to choose 10mm length 0.9mm wire diameter and 5mm outer diameter |
1 | 2 | 4-8$ |
| [Direct drive version] for the direct drive version you will only need one extra stepper motor, see NEMA 17 stepper above[/Direct drive version] |
|||||
| [Direct drive version linked extruders] for this version you will also need the extra stepper driver but also a stepper motor splitter linked below[/Direct drive version linked extruders] |
|||||
| Stepper parallel module |  |
https://amzn.to/3hNCplH | 3 | 1 | 8$ |
| total bowden | 78$ | ||||
| total direct drive | 83$ | ||||
| total direct drive linked extruder | 91$ |
[Direct drive version]
The first thing you should do is to find some way to feed the filament to the extruder using a bowden tube, you will most likely have to design an adapter to be able to fit a PC4 M6 or M10 coupler on there. I will try to have as many of those in the GitHub repo but you may have to design it yourself. If you do end up designing one make sure to add it to the repo so that other people can use it (you can do so by creating a pull request). If you don't know how to or don't want to spend the time designing one shoot me a pm on discord and I could design one for you setup in exchange for a small commission.
You will also need to make sure that your extruder assembly can easily grab filament with minimum pressure applied. Since we need to change the filament multiple times during the print, the extruder gears need to be able to grab onto the filament and feed it to the nozzle without any clogs or jams. To test this you can simply go inside motion in Marlin and extrude a long distance, and while the extruder is running slowly insert the filament into the extruder. The pressure required for the filament to be grabbed by the gears should be minimal and once grabed the filament should be able to be fed up to the nozzle without any clogging or jamming. If the filament is not bein grabbed by the gears, you may need to reduce the extruder idle pressure by slightly shortening the spring (proceed at your own risk! this has a high chance of messing up your extruder and you will most likely end up needing to order a new extruder spring) if the filament is being grabbed by the gears but is not feeding correctly up to the nozzle its most likely because there are some gaps in the assembly where the filament can escape and cause jams. To fix this you will have to get creative but some modifications for your specific extruder probably already exist because printing with super flexible filaments has similar requirements. These modifications will most likely involve lining as much as the filament path with PTFE tubing. Finally, some extruders may simply not work very well for the MSU and you may have to switch to a known compatible extruder (I will work on a list of compatible extruders at some point in the future)
[/Direct drive version]
Before trying to build this upgrade, you should have a fully working printer, with a compatible mainboard (check below), with Marlin configured properly for a single extruder. You should get the Marlin source code from the Marlin fork that is inside the repo, it is currently a submodule of this repo so you will have to clone it independantly. Once you have Marlin configured for your printer before upgrading to the MSU keep a copy in a known location so that you can easily transition back to stock if the upgrade where to fail.
After that, download the latest version of PrusaSlicer or SuperSlicer and follow this guide (https://www.youtube.com/watch?v=Wz2Soog4HkQ&t=245s ) on how to set everything up for your printer in a single extruder mode.
Once all off that is done download the latest files from this repo and start printing them using the methods and settings mentioned below. Check that you also have all the components and tools required.
Your motherboard will need to have all the ports required for the specific setup to choose. One extra thing to keep in mind is that you will need a splitter if you have a double Z axis. This is probably already integrated into your mainboard but if not those can be bought easily(same part as the splitter in the BOM). If your motherboard is not compatible with the setup that you wanted to build changing motherboard is an easy process and you can find board like the SKR 1.4 turbo for pretty cheap. If you are looking for a boar specifically for this setup something like the SKR PRO is ideal as it has a lot of stepper motor controls and expansion capabilities.
The STL files can be found in this repo. They are also available on thingiverse, search for MSU and you will have everything you need. Most parts can be printed at 0.2 mm with a 30% infill and without supports. The merger needs supports touching build plate and should be printed with a 0.1 mm layer height and at least 50% infill, with 100% being preferable.
The following slicing instrcutions are for PrusaSlicer and SuperSlicer. This is a good time to download SuperSlicer(PrusaSlicer would also work but since SuperSlicer has more multi-material related features this is what we are going to be working with).
The idler prints vertically like shown below:

You can then slice the idler using a layer height of or under .2mm. The parts needs multiple pauses in the print, this allows for the insertion of bearings before restarting the print.
In order to insert a pause at a specific layer you will first need to slice your model, then, in the sliced preview, you will use the slider on the right side to place yourself on one of the top layers of one bearing slot.
You will then find the exact layer where the shaft increases in diameter using the up and down arrows to move by one layer at a time, and insert a pause on the last layer with the regular shaft size.


In this case the pause script will be inserted on layer 93. To insert that pause you will want to put the slider back at that position using the arrows and right click the little plus icon on the right of the slider.

After right clicking that button you will see multiple options and one of those being add custom Gcode, click on the custom Gcode option. Enter the following Gcode commands in the text field that appears:
G0 X0 Y0
M104 S0 ; standby temperature
M0 ; Do the actual pause
M109 S200 ; resume temperature you may need to change that value to match the material you are using
Pausing scripts can be a bit of a pain depending on your printers manufacturer. A bit of googling should hel you find adequate gcode, the previous snippet is what has been the most sucessful in my case.
The merger is one of the hardest parts to print due to it's low contact surface. Make sure that your bed is well leveled, and that you don't have any supports inside the tubes and you should be good to go. (This is one of the parts that I will rework to allow for easier printing).
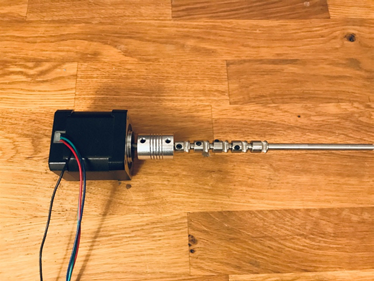
You will then need to setup your motor. Connect the motor and one of the 5mm metal rod. If you are using a flexible coupler, make sure that the two ends are touching to reduce flex to a maximum. Slide all the extruder gears onto the rod but do not tighten them too much yet: the screws used are really small and can be damaged easily and you will need to be further in assembly in order to align the gears properly.
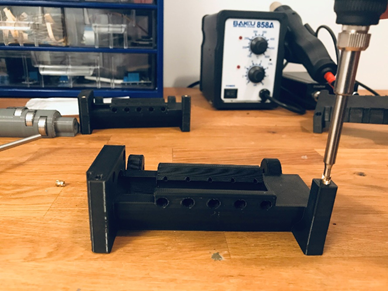
The next step will be to insert heated inserts in all of the parts that need them. The following images show those locations.
Pulley body:
Just note that for this next picture the heated inserts are optional and can be replaced by M3 nuts (less stylish but will perform better in the long run).



Idler body:

If you are not familiar with heated inserts here is a guide: https://hackaday.com/2019/02/28/threading-3d-printed-parts-how-to-use-heat-set-inserts/
They are not that difficult to use just make sure to not heat up your part for too long.

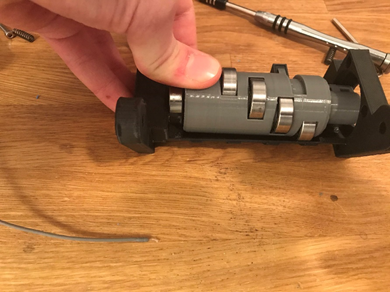
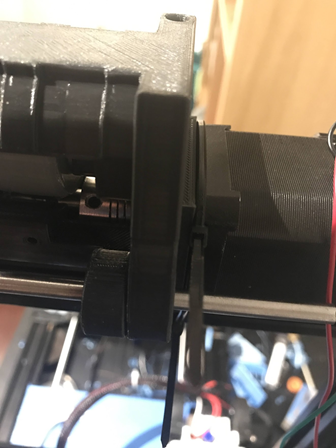
You can then insert the motor and shaft assembly. Secure the motor using M3*8 screws. You can now align each of the gears with the filament slot corresponding and properly tighten them. If you see that your gears are sliding onto the rod you can use a Dremel to flatten a spot for the set screw, this will help a lot and works much better than simply trying to tighten everything more as you won't risk damaging the threads.

Place a bearing on the end of the idler and pass it through the motor hole of the idler body. You will then be able to press fit it in the dedicated slot.
Once inserted use M4 screws to secure the servo to the idler body. Don't bother tightening them much at this point since you will need to re align the idler once the firmware is flashed.
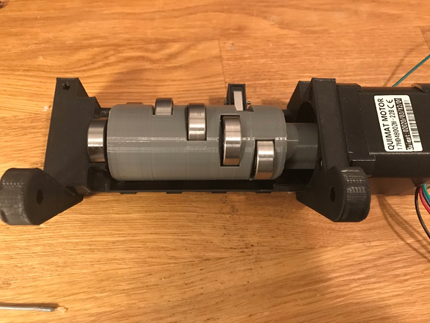

Assemble the idler body and pulley body as shown and insert the remaining metal rod through the dedicated holes.

The amount of force required to insert the rods may vary depending on your print settings but I still need feedback regarding clearances so if you have a well calibrated printer let me know whether the clearances are right or whether I need to increase/decrease them.
You can now insert the spring and the screws: M3x(from 25 mm up to 35 mm) in order to tension the idler. For now idler tension will be made through trial and error but a good indicator is when you are able to open idler slightly and that the springs push it back in a closed position. I will add visual indicators in a later model once we have found a cheap, widely available spring that works well with the MSU.
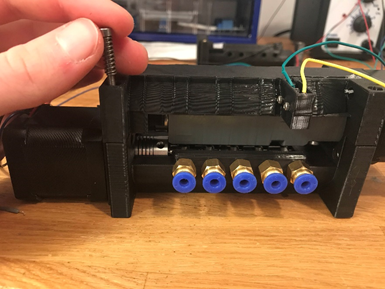
You will then need to mount the MSU to your printer. A mount is included in the 3D files and it fits onto 20 by 20 extrusions, you will just have to print the proper nuts in order to attach it to the extrusion. If this mount doesn't work with your printer you can design and share your own.
Insert the merger inside the pulley body (the fit should be a press fit), and secure it in place using 2 M3x8 mm. You can now connect the PTFE tube from the output of the merger up to the nozzle. Make sure that the PTFE tube is going inside it's dedicated slot inside the merger (and not simply into the coupler), if there are clogs with regular filament (1.75mm that hasn't been inside the nozzle) inside the merger try with and without the coupler. If it doesn't jam without the coupler it means that the PTFE tube was not properly inserted. If it jams in both cases it means that your clearances a probably off, try increasing the scale of the model.
You are now done with the building process.
This needs to be done after you have successfully configured Marlin for a single extruder setup. It is recommended that you work off off a branch of my Marlin branch, this will help you get any update I do to the codebase without having to reconfigure Marlin. This is particularly usefull in our case since this is a work in progress and things are bound to change. If you know how to use git and github this shouldn't give you any problems but in case you are not familiar with how everything works the following links are resources to get you started
Getting started with GitHub Desktop: https://docs.github.com/en/desktop/installing-and-configuring-github-desktop/overview/getting-started-with-github-desktop How to fork a repository: https://docs.github.com/en/desktop/contributing-and-collaborating-using-github-desktop/adding-and-cloning-repositories/cloning-and-forking-repositories-from-github-desktop How to keep your fork up to date with the original repo: https://docs.github.com/en/desktop/contributing-and-collaborating-using-github-desktop/keeping-your-local-repository-in-sync-with-github/syncing-your-branch And make sure that you configure Marlin using my branch of Marlin, if you use the original one you won't have access to the following settings.
The following code snippet are the MSU related settings inside the Configuration.h file (Marlin/Marlin/Configuration.h)
This line needs to be uncommented in order to enable MSU functionalities
#define MSUThe following lines of code are responsible for the selection of the type of setup you want to run. Choose one between bowden, direct-drive, and direct-drive with linked extruders. On top of that you have the option to use a servo controlled iderl, the default being a stepper-controlled idler
#if ENABLED(MSU)
//#define MSU_BOWDEN_TUBE_SETUP //enable when using a bowden style setup
//#define MSU_DIRECT_DRIVE_SETUP //enable when using a direct-drive setup
//#define MSU_DIRECT_DRIVE_LINKED_EXTRUDER_SETUP //enable when using a direct-drive setup using a single driver for both the MSU and the extruderThe following lines are additional configuration options that are most likely already good but that you want to double check in case you have a different setup. Use the description to understand what each setting does and adjust them accordingly if need be.
One thing that you will more than likely have to do is adjusting the servo angle so that it aligns properly with each filament slot. Here is how to do it:
Before attaching the idler to the servo, power up the printer and use the MSU menu (or the Gcode command T0, T2,..., T4) to move the idler to each filament position. Each time, use the M280 Gcode command to read the corresponding servo position and write them down. Once this is completed, set the idler to the position for the first filament (or use the Gcode command T1). Attach the idler to the servo, ensuring that the position of the bearing for filament 1 is aligned with the first extrusion gear. You might not be able to get that alignment perfect at this time due to the way the servo and idler are coupled, this is not a problem since this can be fine tuned at a later stage, just get it "close enough". Once the idler is attached to the servo, use the M280 command to position the idler drum "perfectly" for filaments 1 and 5, noting the angle setting for each "perfect" setting. If need be you can subtract the position 1 to the position 5, divide it by 4 and you will obtain the proper value for MSU_BEARING_ANGLES (the defaults should be close but if you modify the idler for example ths will allow you to get an accurate value for your setup). You should have one initial angle for the first filament and one adjusted angle(first and second steps), set the MSU_SERVO_OFFSET setting in the firmware to the difference between the two.
If this is a bit confusing... well that's because it is. If you aren't able to get good alignment try to do small adjustments and re-flashing the firmware until you get the idler to align with each filament.
#define MSU_MENU//LCD Menu
#define MSU_SERVO_IDLER_NBR 0 //define the servo motor number
#define MSU_SERVO_OFFSET 0 //defines the offset in degrees for the idler, this can be used to fine tune idler alignment
#define MSU_BEARING_ANGLES 26 //defines the angle from on ball-bearing to the next on the idler
#define MSU_SPEED 25 //unload and load speed of the MSU in mm/s, fine tuning can be done from the slicer
#define MSU_EXTRUDER_NBR 0 //define the MSU extruder motor number (as setup in your board pins file)
#define MSU_PARKING_POSITION 270 //define angle of the servo for the parking position
#if ENABLED(MSU_DIRECT_DRIVE_SETUP)
#define MSU_ORIGINAL_EXTRUDER_NBR 2//define the extruder nbr that the actual extruder is connected to
#endif
#if ENABLED(MSU_DIRECT_DRIVE_LINKED_EXTRUDER_SETUP)
#define MSU_EXTRUDER_STEPS_PER_MM 120 //steps per mm of the MSU, should not require any tuning. Necessary since we are using a single driver with motors that potentially have different steps per mm
#endif
The two next lines are to set the length of the bowden tube and of the distance from the nozzle to the extruder gears (only required for direct drive)
#define MSU_BOWDEN_TUBE_LENGTH 600 //length between MSU and the nozzle or from the MSU to the extruder gears (for direct drive setups)
#define MSU_GEAR_LENGTH 40 //for direct drive setups only, amount of retraction needed to disengage the filaments from the extruder gears
#endif Remember to set your extrude_maxlength higher than your bowden tube length
/**
* Prevent a single extrusion longer than EXTRUDE_MAXLENGTH.
* Note: For Bowden Extruders make this large enough to allow load/unload.
*/
#define PREVENT_LENGTHY_EXTRUDE
#define EXTRUDE_MAXLENGTH 200You will also need to define driver type for each motor(should already be the case but make sure to add stepper driver type if ou are using an extra motor for the MSU)
#define X_DRIVER_TYPE A4988
#define Y_DRIVER_TYPE A4988
#define Z_DRIVER_TYPE A4988
//#define X2_DRIVER_TYPE A4988
//#define Y2_DRIVER_TYPE A4988
//#define Z2_DRIVER_TYPE A4988
//#define Z3_DRIVER_TYPE A4988
//#define Z4_DRIVER_TYPE A4988
#define E0_DRIVER_TYPE A4988
//#define E1_DRIVER_TYPE A4988
//#define E2_DRIVER_TYPE A4988
//#define E3_DRIVER_TYPE A4988
//#define E4_DRIVER_TYPE A4988
//#define E5_DRIVER_TYPE A4988
//#define E6_DRIVER_TYPE A4988
//#define E7_DRIVER_TYPE A4988Similarly to your XYZ axis you can change the direction of the extruder stepper in order to match the expected behavior. If the idler goes in the opposite direction you would change E1 dir to false(Or E x if you have setup custom extruder pins)
// For direct drive extruder v9 set to true, for geared extruder set to false.
#define INVERT_E0_DIR false
#define INVERT_E1_DIR false
#define INVERT_E2_DIR false
#define INVERT_E3_DIR false
#define INVERT_E4_DIR false
#define INVERT_E5_DIR false
#define INVERT_E6_DIR false
#define INVERT_E7_DIR falseAlso don't forget to have NUM_SERVO parameter defined to the number of servos you are running (at least one for the idler)
#define NUM_SERVOS 1 // Servo index starts with 0 for M280 commandIf you need to use multiple servos on motherboard or if your motherboard isn't pre configured to support servos, the following tutorial will be useful. This is specifically for the SKR V1.4 but the process is similar for other boards (just make sure to edit the correct pins file).

Additionally if you are building the MSU for a direct drive setup you will need to define an additional extruder (only for the non-linked version). To do so increment the number of extruders in Configuration.h
#define EXTRUDERS 2You will need single nozzle to be enabled by uncommenting the following line in Configuration.h
#define SINGLENOZZLEYou might also need to update the pins file on your board if it does not support dual extruders natively.
You are now done with the software modifications. if at any point you are seeing unexpected behavior it is recommended to connect your printer to your computer and use something like pronterface in order to get more debugging info through the serial communication
The pictures are for PrusaSlicer but as of now I recommend using SuperSlicer which offers better multi-material capabilities. The picture are still relevant as the UI is pretty much the same. Will be updating them shortly.
You will now need to configure the slicer in order to adapt it to your printer.
You can use the same slicer profile that you were using or create a new one (recommended)
The first thing you will need to do is change the number of extruders to 5, in the printer settings tab and to check the single extruder multi material
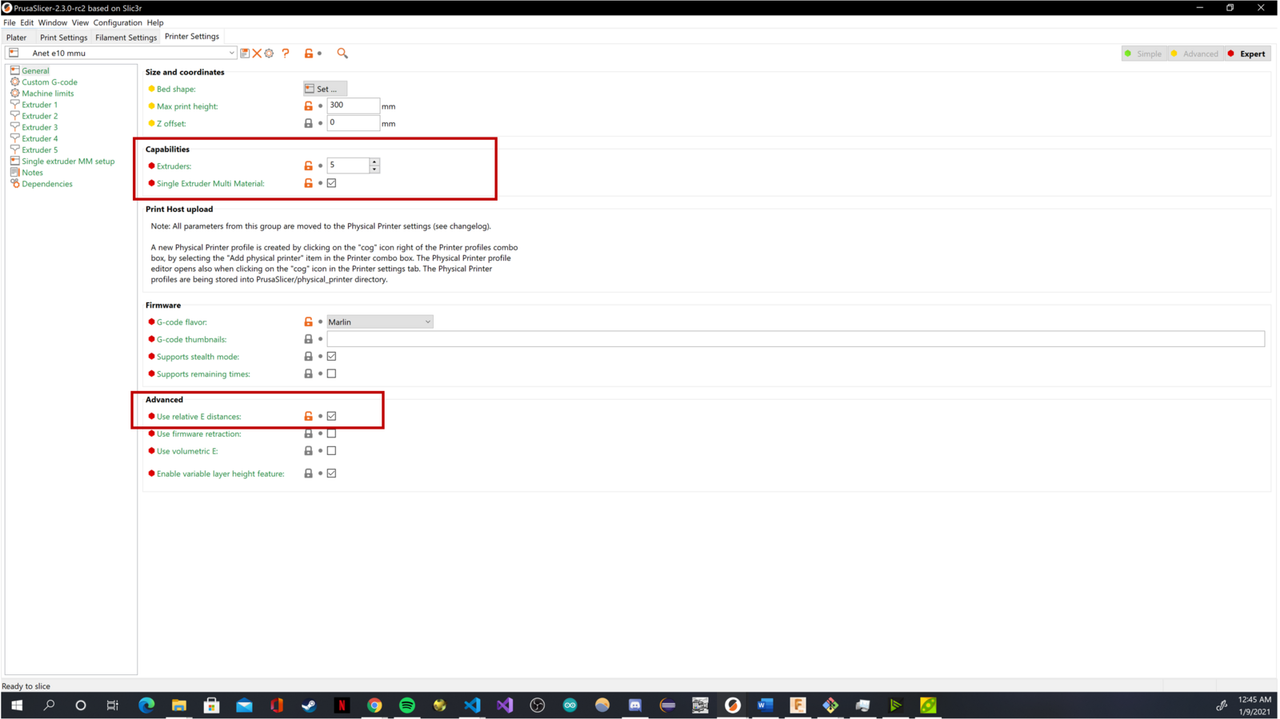
You also need to use relative E distance
You should now have 5 extruders to work with.
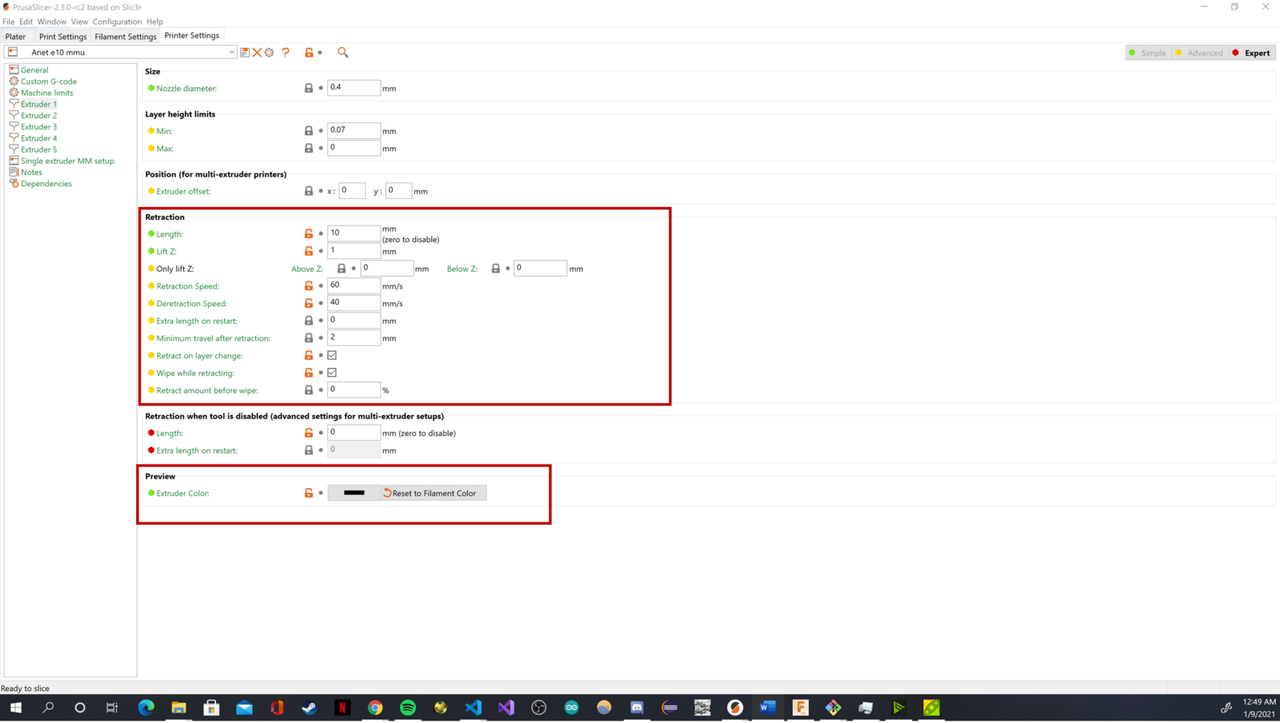
In there you can change retraction settings, this might need to be a bit higher than before but 10mm is on the really high side of things. Just pick the smallest value that doesn't give you too much stringing.
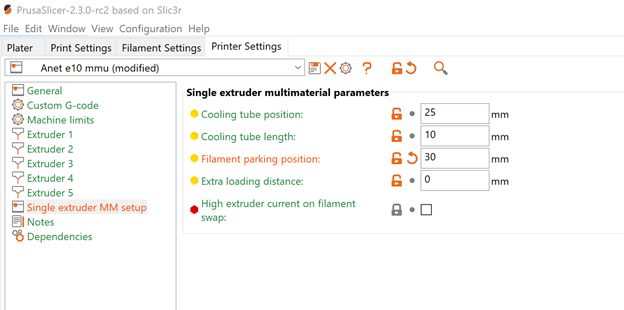
Now go to the single extruder multimaterial parameters(Single extruder MM setup)
You will have four things to adjust. First off, the cooling tube position. In order to find it simply measure from your nozzle to the middle of the cooling block on your extruder. The cooling tube length will vary depending on your extruder but 10mm seems to be a good value for most extruders. The filament parking position should be the cooling tube position+ (the cooling tube length/2) since we are handling the unloading and reloading in Marlin (may not be as necessary right now but when working with less capable boards will enable us to make some really interesting stuff… more info on that later) the extra loading distance should be at 0 and be tweaked if you find that it doesn’t start extruding exactly when restarting (this is irrelevant when using a wipe tower).
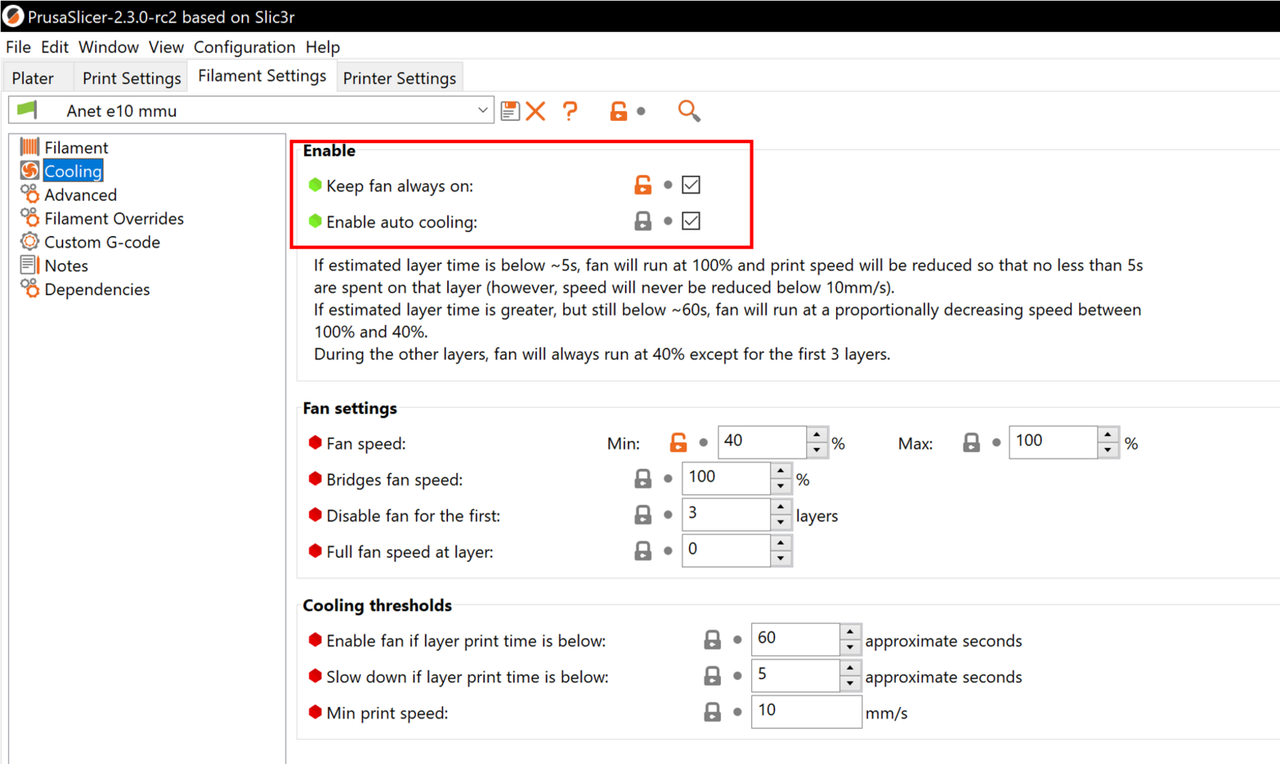
You will then go in filament settings and make sure that you have keep fan always on turned on since it will stop when doing tool changes and not turn on for small patches of color.
This is where SuperSlicer varies and comes in with a lot more options. Got to the multi-material tab and this is where you will find a ton of options. I personally haven't had enough time to do advanced comparative testing on all of them so the process is still trial and error but I will try to sumarize what every option is. Extra info is also available directly in the slicer, just hover your mouse over a specific setting and it will give you a detailed summary of what that option does.

The next settings are also part of PrusaSlicer, you can adjust the filament change time in order to get more accurate time extimates for your print. I recommend you measure the tool change time for your setup by sending T1 or any toolchange gcode and measure the time that it takes. This setting is very usefull since leaving it at 0 will give you some extremly optimistic results and on a 15 hr print it may be off by up to two hour, and this can result in lack of sleep...don't ask me why. The last thing in there that your will need to adjust is the ramming setting. The default one seems to work but with a bit of tweaking you can get a way cleaner filament tip the following picture is an example of what I *was* running (settings all over the place right now but will share once I have good results) but you will need to do a bit of experimenting on your side.
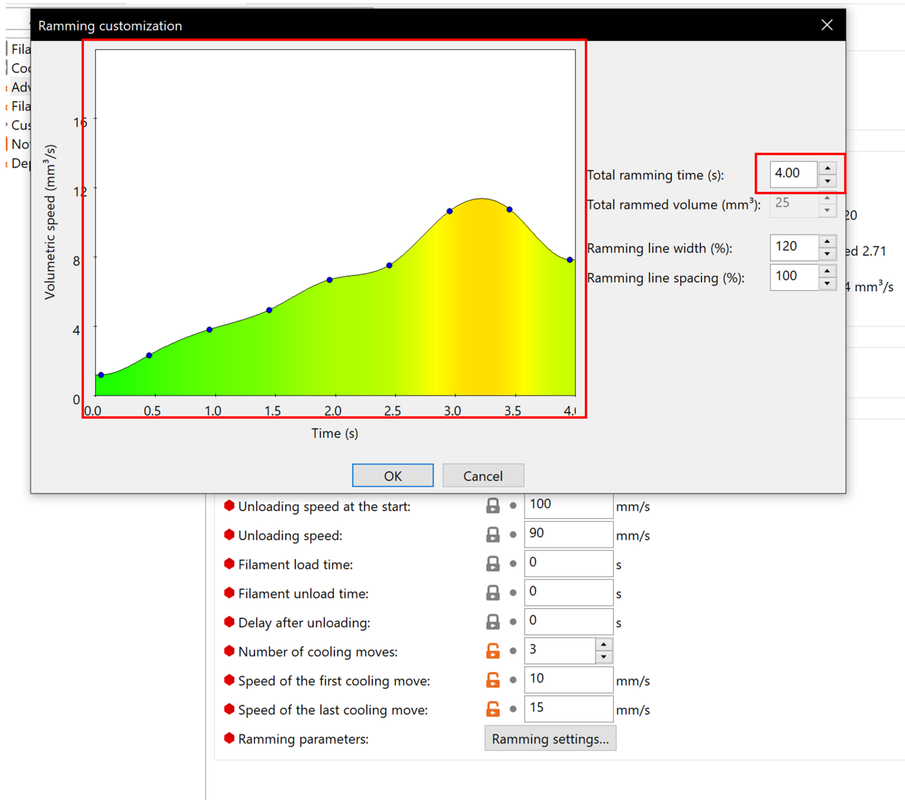
You just need to click on ramming settings to get access to these controls.
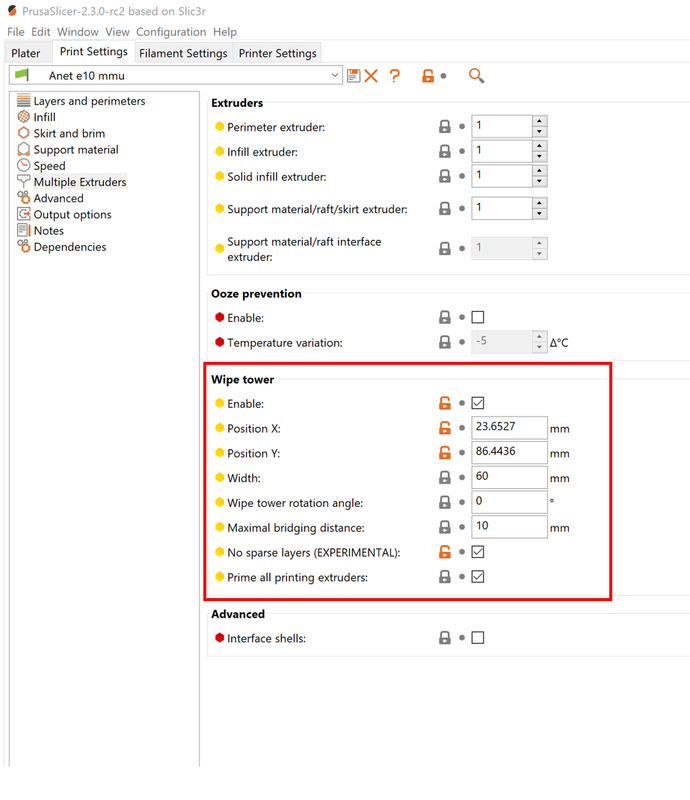
In print settings make sure that you have the wipe tower enabled inside of the Multiple extruder tab and prime all printing extruders enabled as well.
You are now done with slicer settings.
To print you will just need to import a multicolor model. Launch prusa slicer, open all the parts of your model at the same time.
Click open
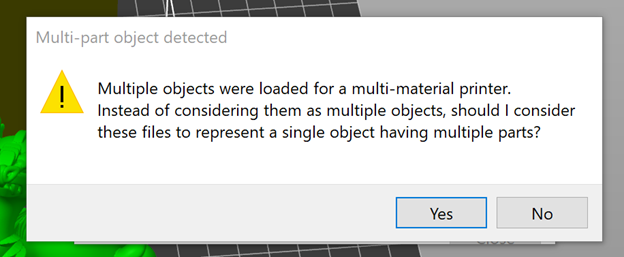
Hit yes
You will then be able to select different extruders on the right hand side of your screen. Happy printing!
If you have any problems, make sure to message me on discord so that I can both help you and improve the documentation.
Idler tension is key to get good prints. If you see any extrusion discrepancies or under extrusion, then the fix will most likely be to increase idler tension.
If a specific filament gives you more trouble than the other create a profile specifically for it that is more aggresive and takes up more time but gives better result (have a slower BAD FILAMENT profile)
Another failure point that I have seen is on the coupler and the gears, if they are not tight enough, they will slip on the rod, resulting in under extrusion or even no extrusion in some cases.
The purge block is a huge waste of filament, but it can be adjusted based on the filament transition (transitioning from blue to cyan will require less purging that from black to white). Other things like wipe in object and wipe in infill can be enabled an optimized in order to reduce filament waste.